广州朗威模型设计有限公司是一家专业致力于产品的外观、结构、功能、与快速成型、手板制造的高新技术型企业,是一家综合型的手板模型公司。
公司致力于工业级3D打印技术在每个行业的创新应用开发。作为国内3D打印技术应用领域的领军企业,我们为客户提供基于3D打印技术的从研发到制造的全方位一站式服务,帮助客户缩短研发周期,提升创新效率,降低生产成本,增加产品多样性。公司拥有全球顶级的工业级3D打印装备,领先的产品设计、数据处理、生产制造、后处理等3D打印核心技术,以独到的运营管理和规模效应最大程度地降低客户成本。
公司目前配置有SLA、SLS、 OBJET、Z-CORP、大型CNC加工中心、精雕机、车床、铣床、真空复模机、3D打印、UV机等快速成型制作设备,全面的后处理方式包括喷油、电镀、丝印、金属拉丝、烫金、过UV等,以确保满足客户的各种需求。公司拥有实力雄厚的专业技术队伍,拥有多名资深手板师傅、喷油师傅和高级CNC编程师。先进的数控设备、精湛的员工技术,无论产品外观、还是内在质量,高捷模型公司都是高端产品从研发到小批量生产的首选。我们可以在任何阶段跟进客户要求或设计上的改进。同时为提出合理化的建议,帮助客户大大降低产品的开发成本、开发周期与产品改进的风险。公司以“质量”“技术”“效率”为企业的生命力,以“诚信”的经营理念来服务于客户,为客户提供优质、高效的产品,赢得广大客户的支持和信赖。

名称:CNC加工
介绍:
CNC(Computer Numerical Control)手板模型是综合计算机辅助设计(CAD)、计算机辅助制造(CAM)、计算机数字控制(CNC)等先进技术,把计算机上构成的三维数据模型,由整块材料切削挖掘而成。工件经一次装夹后,数字控制系统能控制机床按不同工序,自动选择和更换刀具,自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其他辅助机能,依次完成工件几个面上多工序的加工,整个加工过程由程序自动控制,不受操作者人为因素的影响。
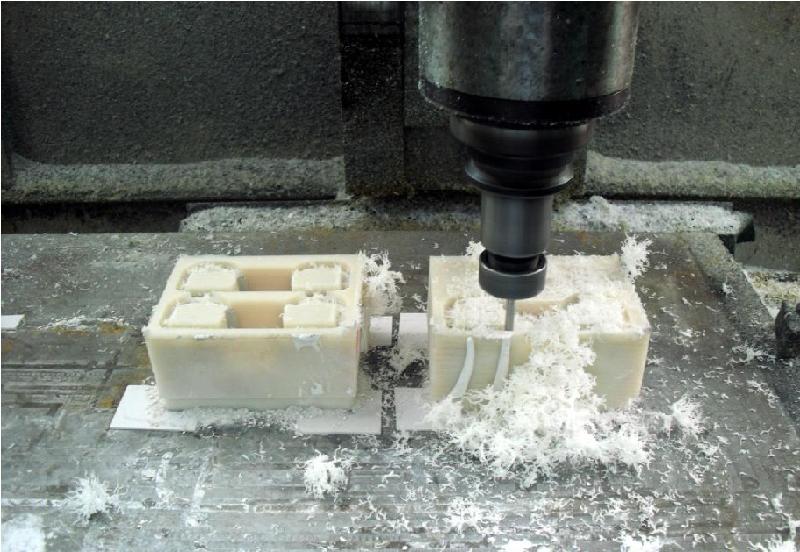
CNC手板加工方法: 一般是对工件进行上下两面加工,特殊情况下会对工件进行三面、四面、五面或六面加工。在加工过程中,我们会对工件保留围边筐粘胶水,用边筐拉骨对工件固定,倒石膏对工件进行定位,加工时工件和CNC工作台面不会有粘合作用,更好的保证加工出来的工件不会变形和工件的料位准确。另外,石膏是手板加工中不可缺少的辅助材料。在进行翻面加工时型腔面已被掏空,而产品壁厚一般较薄,因此加工会出现薄壁抖动现象,对产品的外观影响很大。填上石膏后相当于加上了支撑物,这就使加工时不会出现薄壁抖动,保证了加工效果。

CNC手板加工塑胶材料:ABS(进口,国产,黑色,阻燃等),POM(赛钢),PMMA(亚克力),PA(尼龙),PC,PP,电木。金属材料:铝合金、镁合金,锌合金,铜等等。
CNC手板模型优越性:加工速度快、成本低,可以达到很高的加工精度。而且材料的选择范围广,可以保证手板模型的材料和批量生产零件材料的一致性。手板的真实感强,表面质量可以达到很高的水平,在进行打磨、抛光、喷砂、喷漆、丝印、UV、电镀等后续加工后,制作效果完全可以同模具生产的产品相媲美,甚至更高。
名称:SLA激光快速成型
介绍:
SLA(Stereolithography)技术(又称光固化快速成形技术)是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和强度的紫外光(如λ=325nm)的照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。它的核心技术是计算机技术和材料技术。激光成型技术摒弃了传统的机械加工方法,根据CAD生成的零件几何信息,控制三维数控成型系统,通过激光束将材料堆积而形成零件的。用这种方法成型,无需进行费时、耗资的模具或专用工具的设计和机械加工,极大地提高了生产效率和制造柔性。
SLA激光成型的原理:
首先,在液槽中盛满液态光固化树脂,激光束在偏转镜作用下,能在液态表面上扫描,扫描的轨迹及光线的有无均由计算机控制,光点打到的地方,液体就固化。成型开始时,工作平台在液面下一个确定的深度,聚焦后的光斑在液面上按计算机的指令逐点扫描,即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮平器将粘度较大的树脂液面刮平,然后再进行下二层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型SLA工艺成形的零件精度较高。
SLA快速成型的特点:
1、加工精度高,可以达到0.1mm;
2、能制造形状复杂(如空心零件),特别精细(如首饰、工艺品等)的零件,适合做手机、收音机、对讲机、鼠标等精细的零件和玩具以及高科技电子工业机壳、家电外壳或模型、摩托车、汽车配件或模型、医疗器械等;
3、制造零件速度快,可进行0.1-0.15mm分层扫描;
4、表面质量好,能制作非常精细的细节薄璧结构,后处理轻易;
5、加工到位,很多CNC手办加工不到的细节部分都能加工出来,从而减轻了后处理的工作量;
6、不足之处:激光成型所选择的光敏树脂材料比较单一,而且SLA手板韧性和强度都不如CNC手板,扣位处容易断裂。
SLA快速成型材料(光敏树脂)的特点:
类似于传统的工程塑料ABS,具有一定粘性的透明或米黄色液体,做出的工件为半透明或米黄色,强度较好,可装配、打自攻牙螺丝、喷漆、丝印,缺点是不耐高温。
名称:真空注型
介绍:
真空注型(Vaccum Casting),又名真空复模。既在真空条件下对浇注料进行脱泡、搅拌、预热、注型,并在60℃-80℃的恒温箱中进行2-3小时的二次固化成型的过程。适用于产品开发过程中的小批量试制,结构较为复杂、壁厚均匀、满足一定功能要求的试制样件。
技术参数:
适用模具:硅胶模具(寿命10-20件)。
浇注材料:双组份聚氨酯PU。目前所用材料:AXSON聚氨酯树脂,Hei-cast聚氨酯树脂。
物理性能:类似ABS、类PP、类尼龙、类PMMA/PC透明件、软橡胶件(40-90shord D)、耐高温件(150℃)、防火材料等等。
一般工作时间:1-4小时/件。
标准复制精度:±0.20mm/100mm。
浇注样件厚度:最小 0.5mm,最佳为1.5 mm-5 mm。
最大浇注工件:2000mmX1200mmX1000mm。
工艺过程:
(1) 硅胶模具预热。预先将硅胶模加热至 60-70℃,模温过低时,会造成固化不完全,引起物理性能不良。模具温度对试制件的尺寸精度有直接关系。
(2) 浇注料预脱泡。分别将 A、B 二液在真空箱中进行30 分钟以上的真空脱泡处理。
(3) 浇注。将盛有A液和B液的容器分别置于作业室内。作业室抽到真空后不时地搅拌 B 液使之脱泡5-10 分钟,将A 液倒入B 液中搅拌30-40 分钟后,迅速浇入硅橡胶模具中。并在自混合开始起的 1 分-1 分30 秒之内进行回复大气压的操作。
(4) 固化。在 60-70℃的恒温箱中进行30-60 分钟的固化后,即可脱模。必要时在70-80℃的恒温箱中进行2-3小时的二次固化。
名称:RIM低压灌注成型
介绍:
低压灌注(Reaction Injection Moulding)又名低压反应注射成型。是应用于快速模制品生产的一项新工艺,它将双组份聚氨酯材料经混合后,在常温、低压环境下注入快速模具内,通过材料的聚合、交联、固化等化学和物理过程形成制品。具有效率高、生产周期短、过程简单、成本低的优点。适用于产品开发过程中的小批量试制,以及小批量生产的、结构较简单的覆盖件和大型厚壁及不均匀壁厚制品的生产。
技术参数:
适用模具: 树脂模具(100件以上);ABS模具(300件以上);铝合金模具(1000件以上)。
浇注材料:双组份聚氨酯PU。目前所用材料:HD-PU4210,DCP-RIM,AXSON-RIM 875。
物理性能:类似PP/ABS。产品具有耐老化,抗冲击力强,吻合度高,易装卸等特点。
注射压力:10MPa左右。流量控制:600g/s.
一般工作时间:15-30分钟/件,脱模温度可控制在40℃以下,脱模后零件在80℃环境下固化2-4小时性能最佳。
标准复制精度:±0.20mm/100mm。
浇注样件厚度:最佳浇注厚度4~6mm,最大浇注厚度10mm。
最大浇注工件:2000mmX1200mmX1000mm,10KG。
工艺过程:
RIM工艺过程为:单体或预聚物以液体状态经计量泵以一定的配比进入混合头进行混合。混合物注入模具后,在模具内快速反应并交联固化,脱模后即为RIM制品。这一过程可简化为:贮存→计量→混合→充模→固化→脱模→后处理。
(1)贮存。RIM工艺所用的两组分原液通常在一定温度下分别贮存在2个贮存器中,贮存器一般为压力容器。在不成型时,原液通常在0.2~0.3 MPa的低压下,在贮存器、换热器和混合头中不停地循环。对聚氨酯而言,原液温度一般为20~40℃,温度控制精度为±1℃。
(2)计量。两组分原液的计量一般由液压系统来完成,液压系统由泵、阀及辅件(控制液体物料的管路系统与控制分配缸工作的油路系统)所组成。注射时还需经过高低压转换装置将压力转换为注射所需的压力。原液用液压定量泵进行计量输出,要求计量精度至少为±1.5% ,最好控制在±1%。
(3)混合。在RIM制品成型中,产品质量的好坏很大程度上取决于混合头的混合质量,生产能力则完全取决于混合头的混合质量。一般采用的压力为10MPa左右,以获得较佳的混合效果。
(4)充模。反应注射物料充模的特点是料流的速度很高。为此,要求原液的粘度不能过高,例如,聚氨酯混合料充模时的粘度为0.1Pa.s左右。流量控制:600g/s。
(5)固化。聚氨酯双组分混合料在注入模腔后具有很高的反应性,可在很短的时间内完成固化定型。但由于塑料的导热性差,大量的反应热不能及时散发,故而使成型物内部温度远高于表层温度,致使成型物的固化从内向外进行。为防止型腔内的温度过高(不能高于树脂的热分解温度),应该充分发挥模具的换热功能来散发热量。
反应注射模内的固化时间,主要由成型物料的配方和制品尺寸决定。另外,反应注射制品从模内脱出后还需要进行二次热固化。
手板案例










